503 Altair InspireExtrudeMetal金属挤压仿真_v2023
Inspire Extrude Metal 流程化的金属挤压仿真工具
Altair 制造工艺仿真解决方案

仿真驱动可制造的产品设计 (SD f M)
Inspire Extrude Metal 是什么?
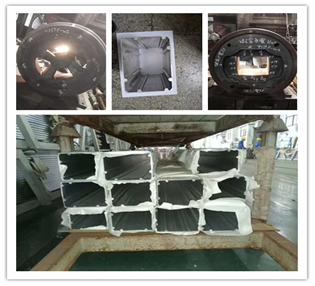
挤压行业面临的挑战






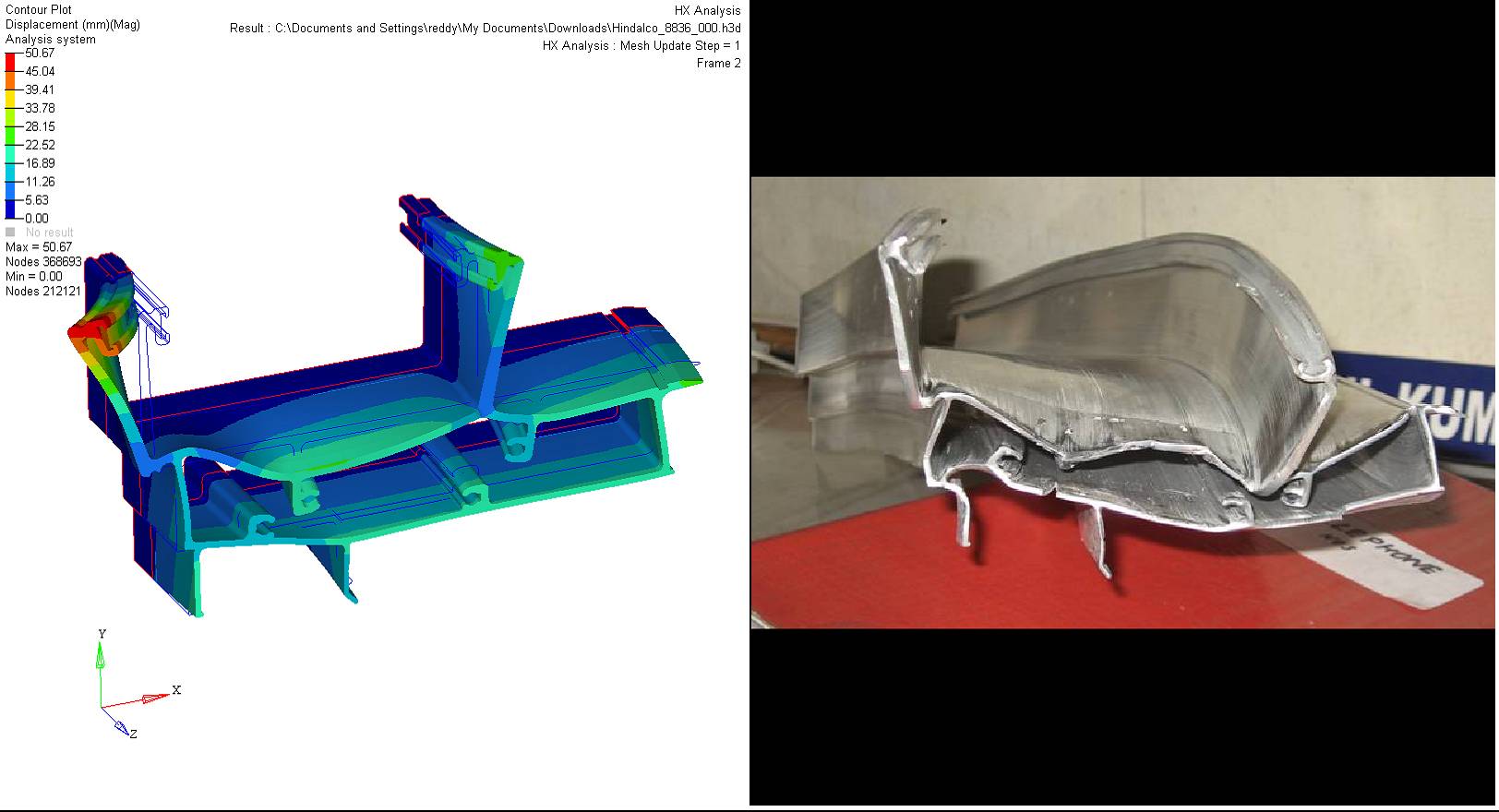
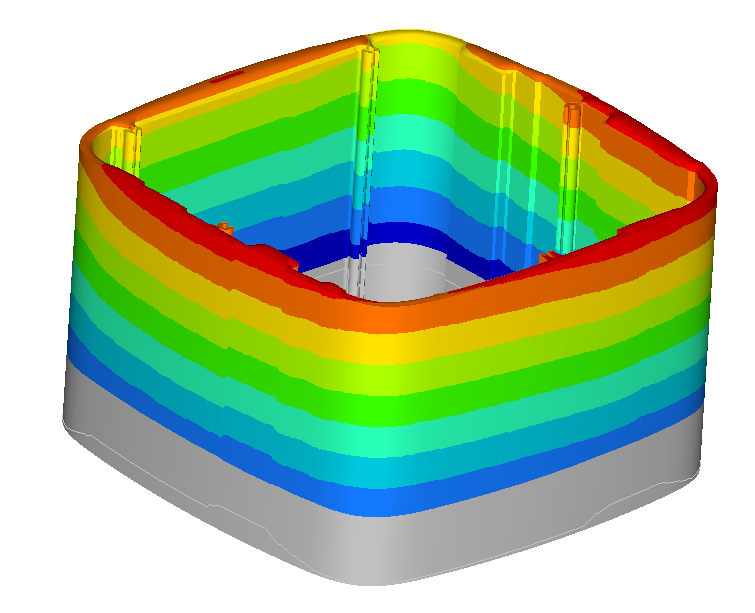
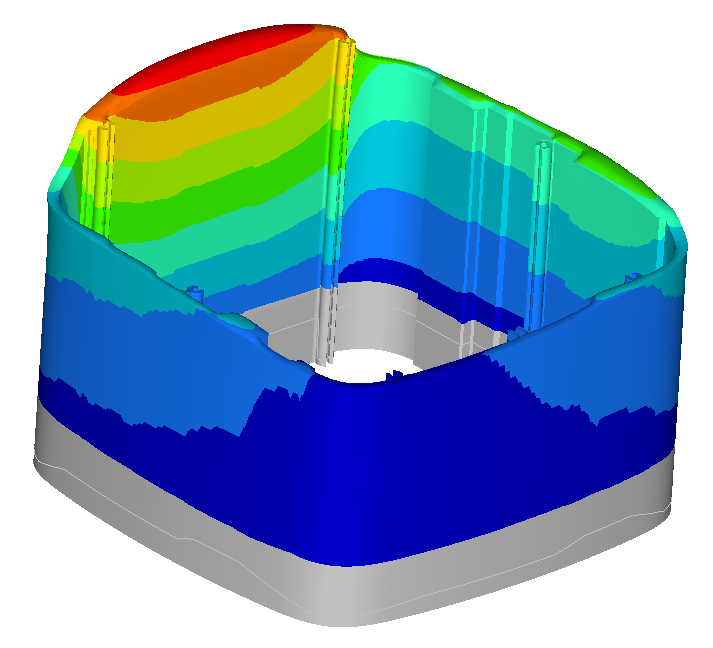
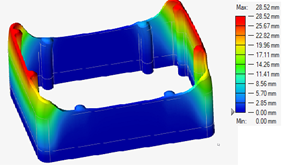
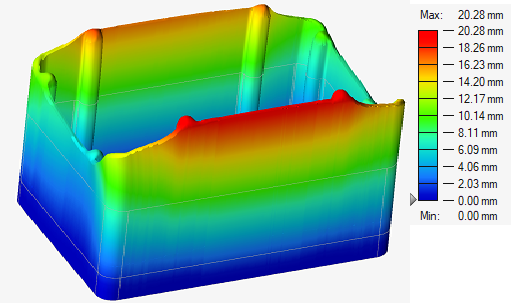
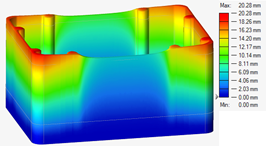
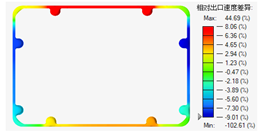
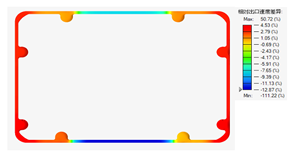
型材变形预测
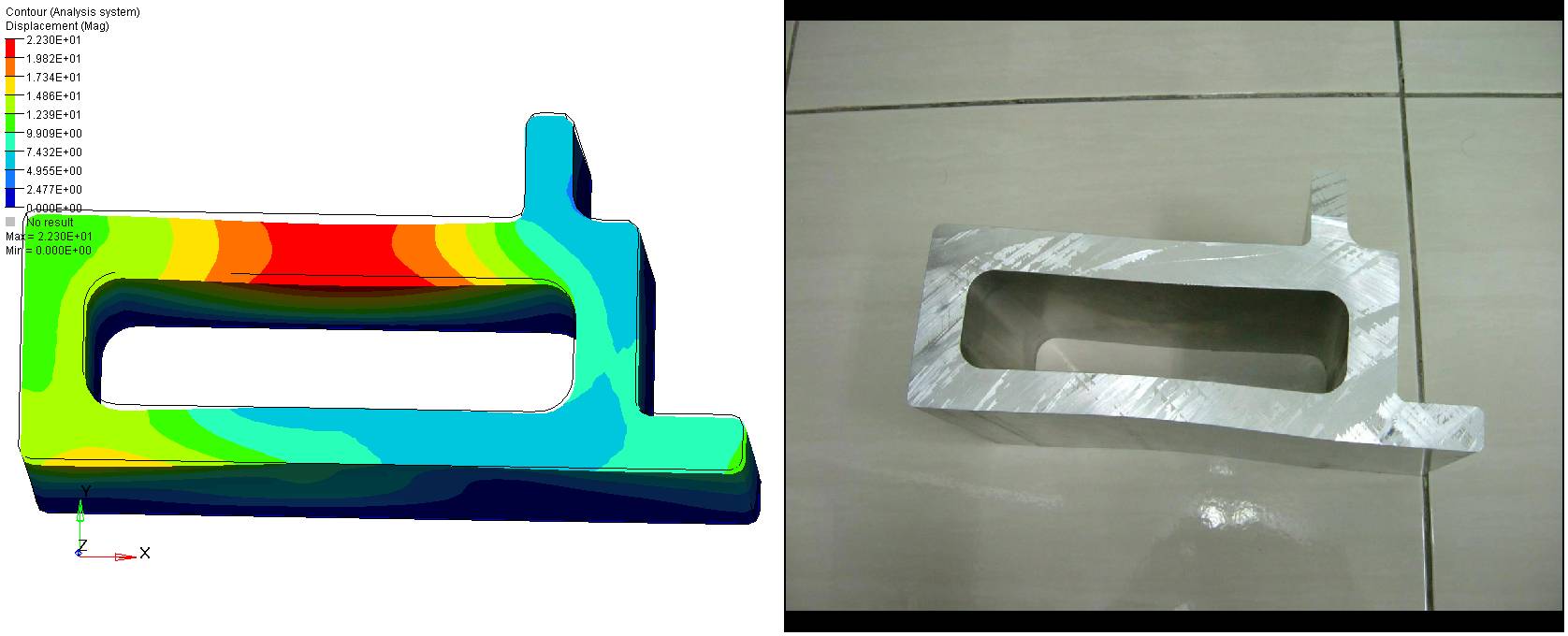
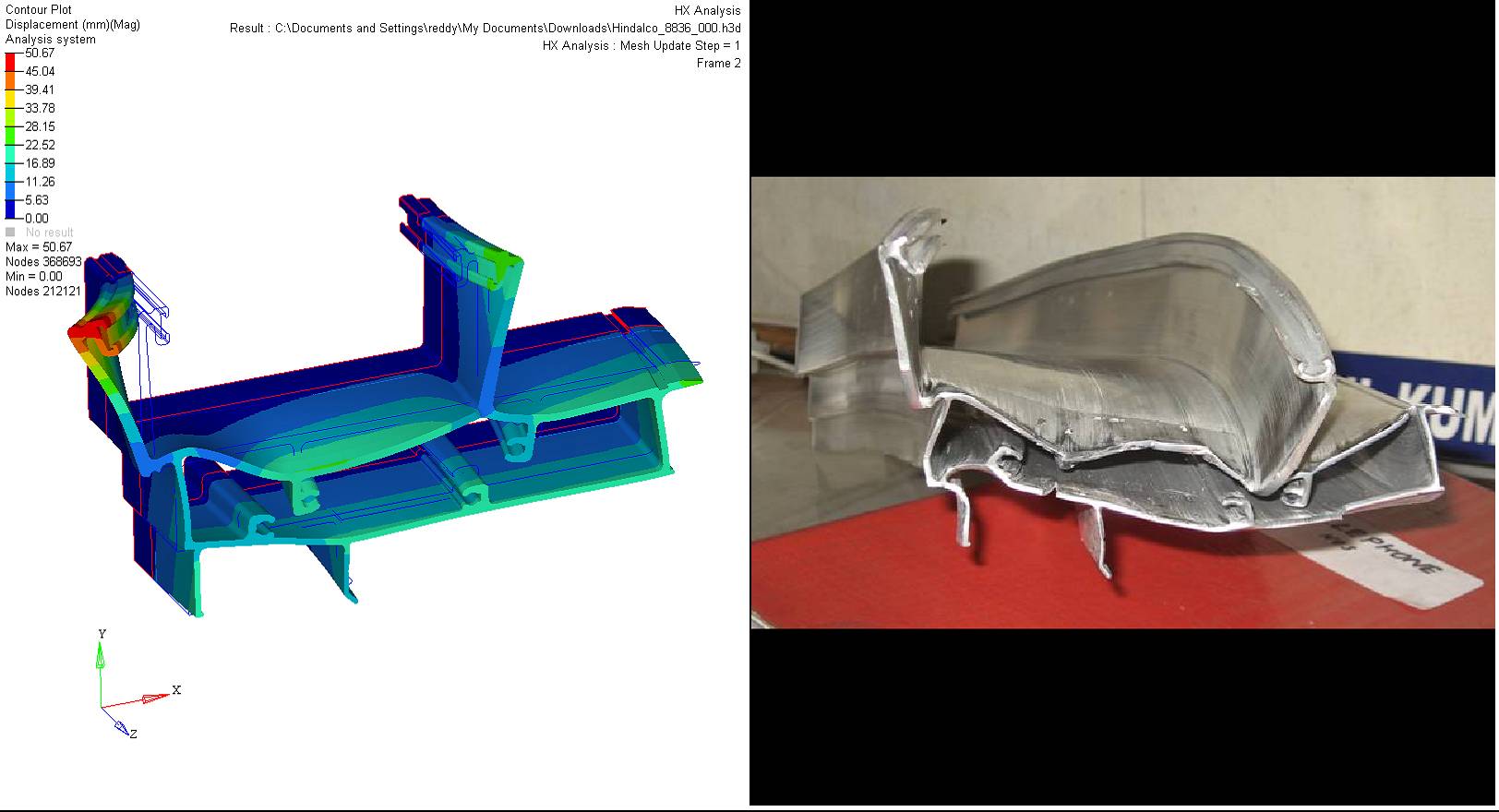

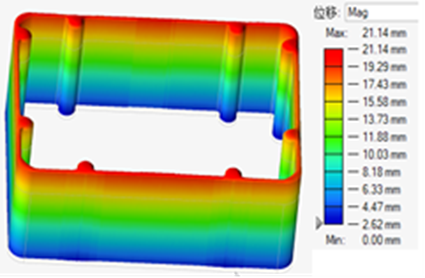
型材变形预测


型材变形预测

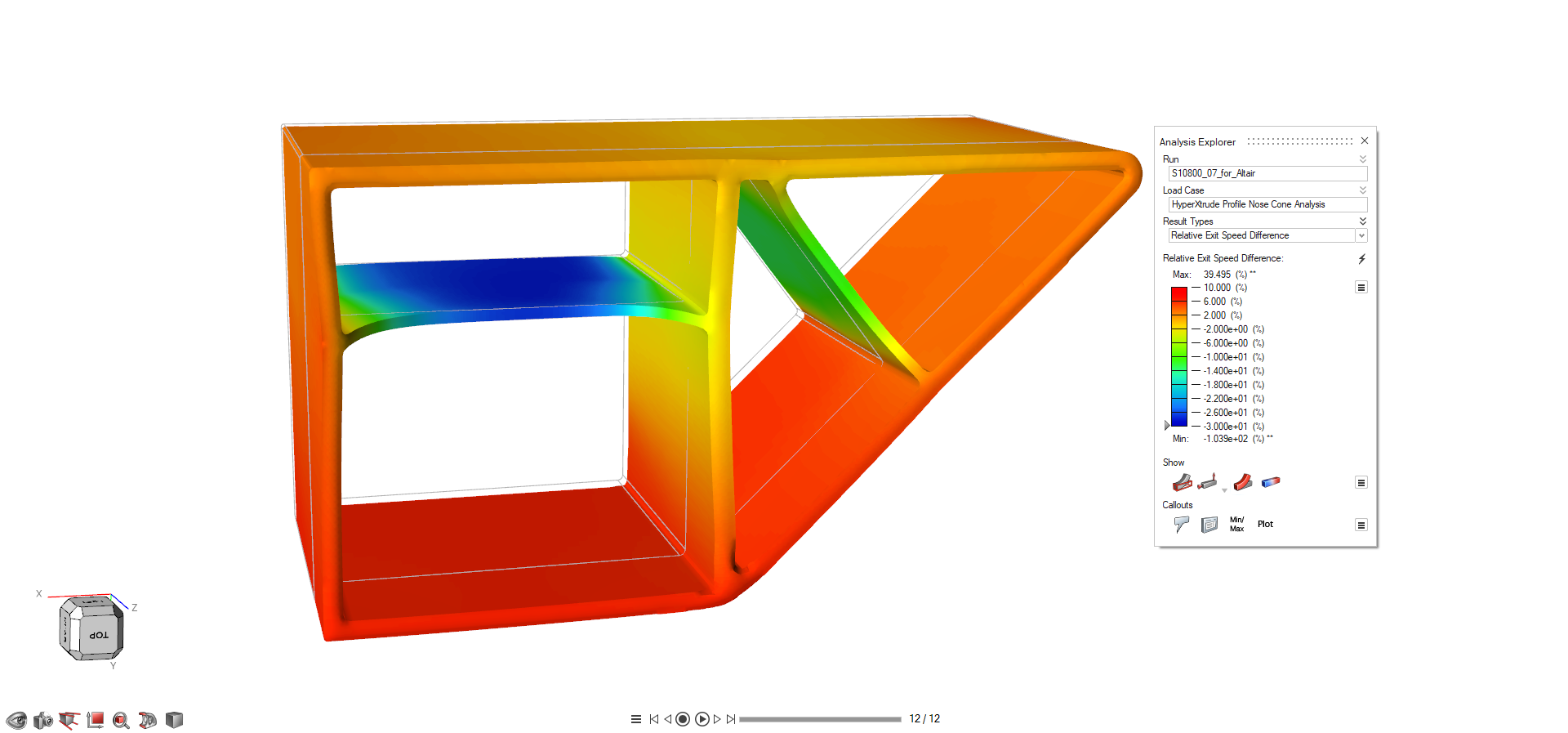
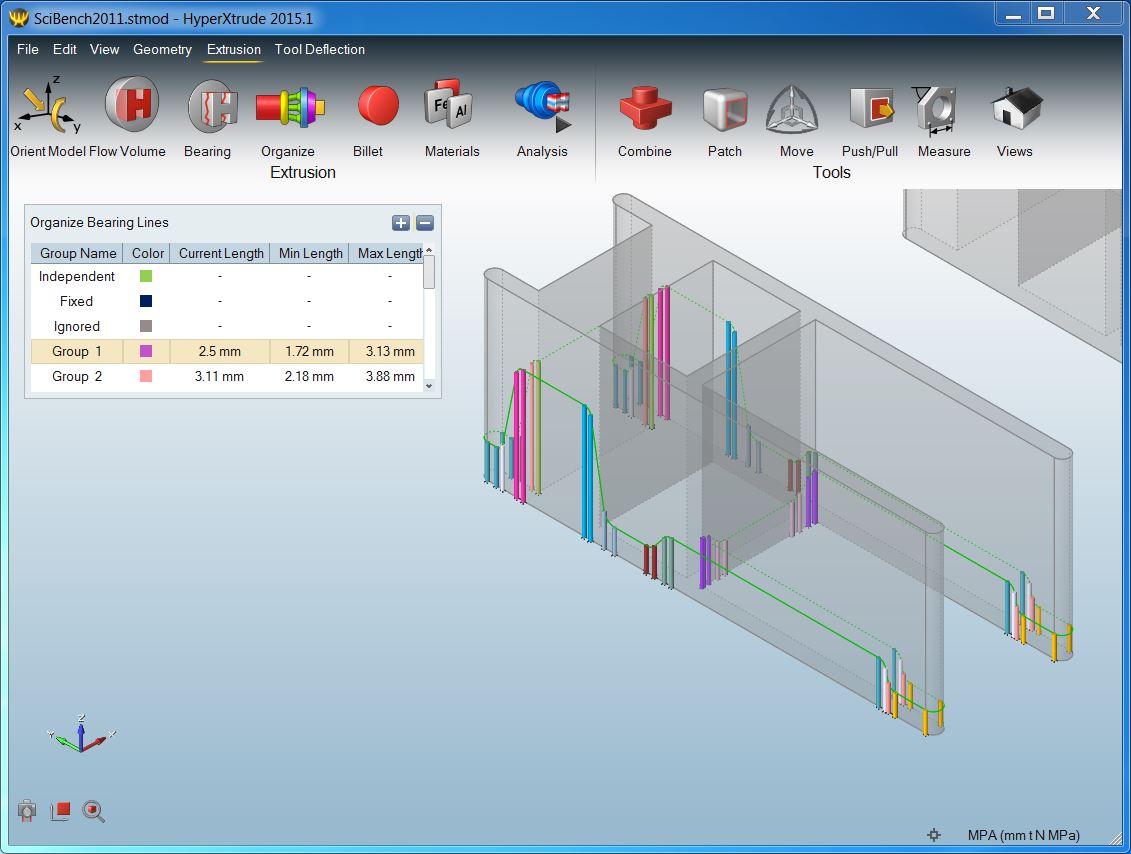
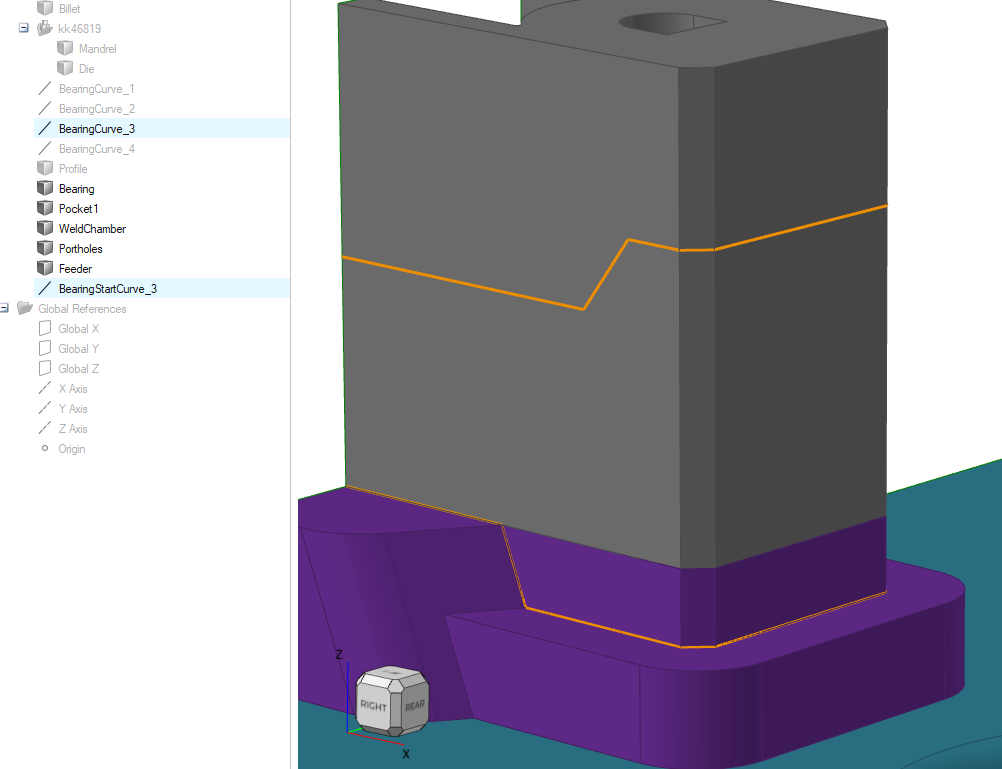
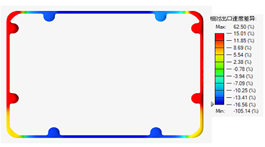
工作带评估和优化
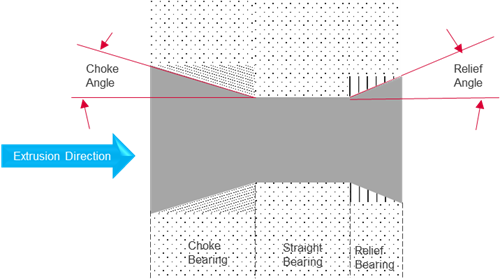
工作带起始线

工作带优化
工作带优化
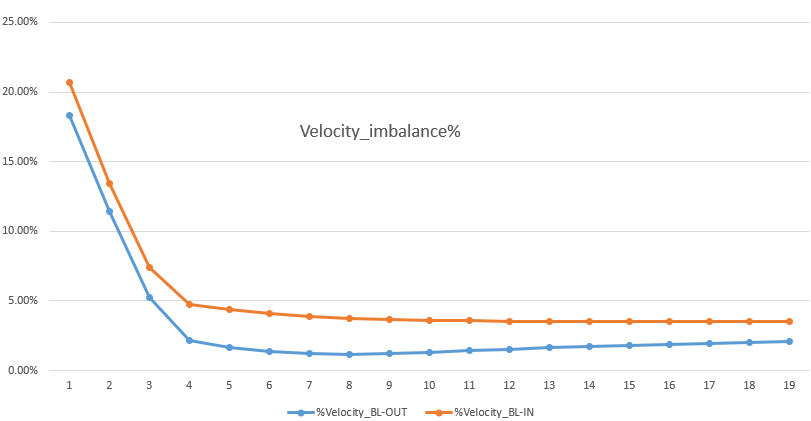
工作带优化
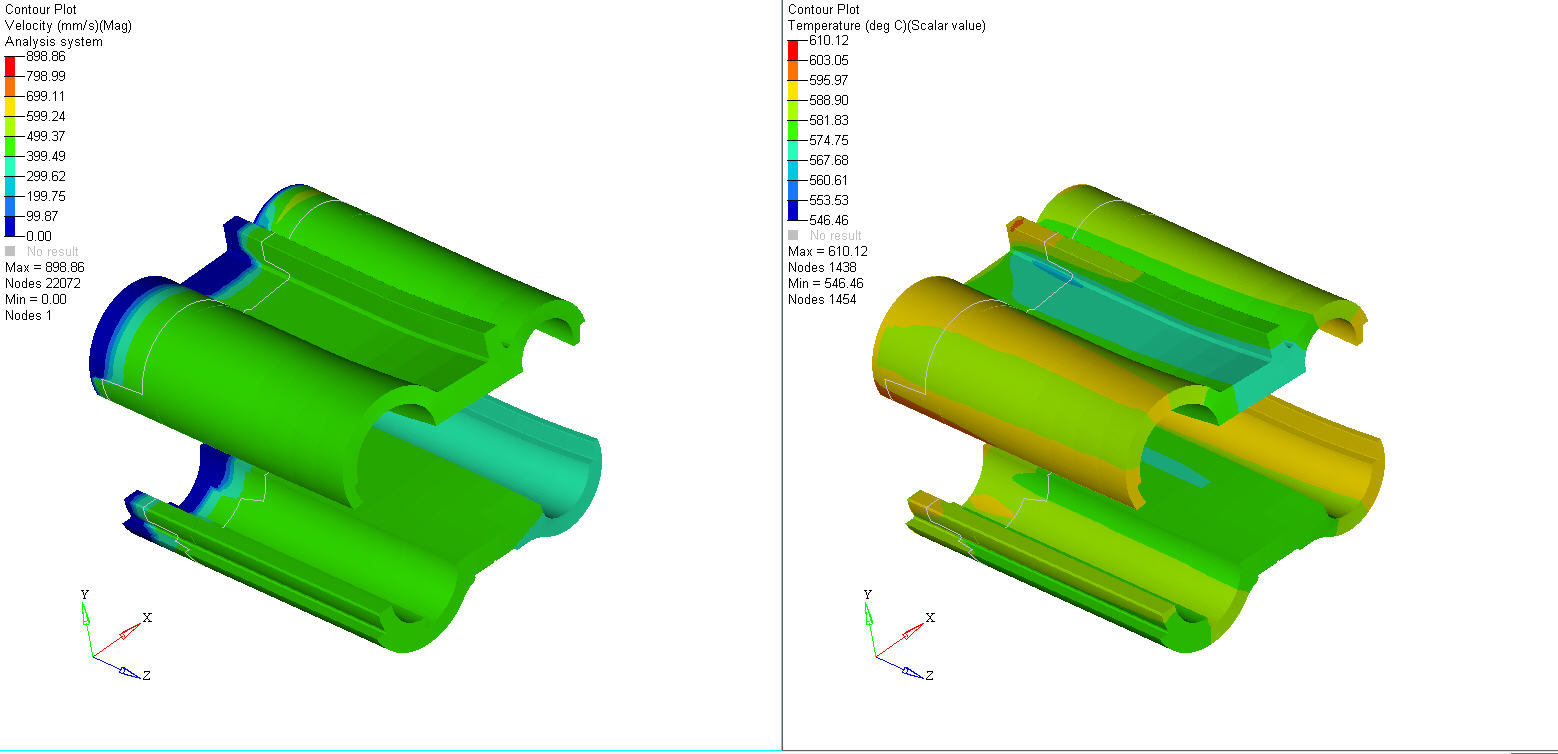
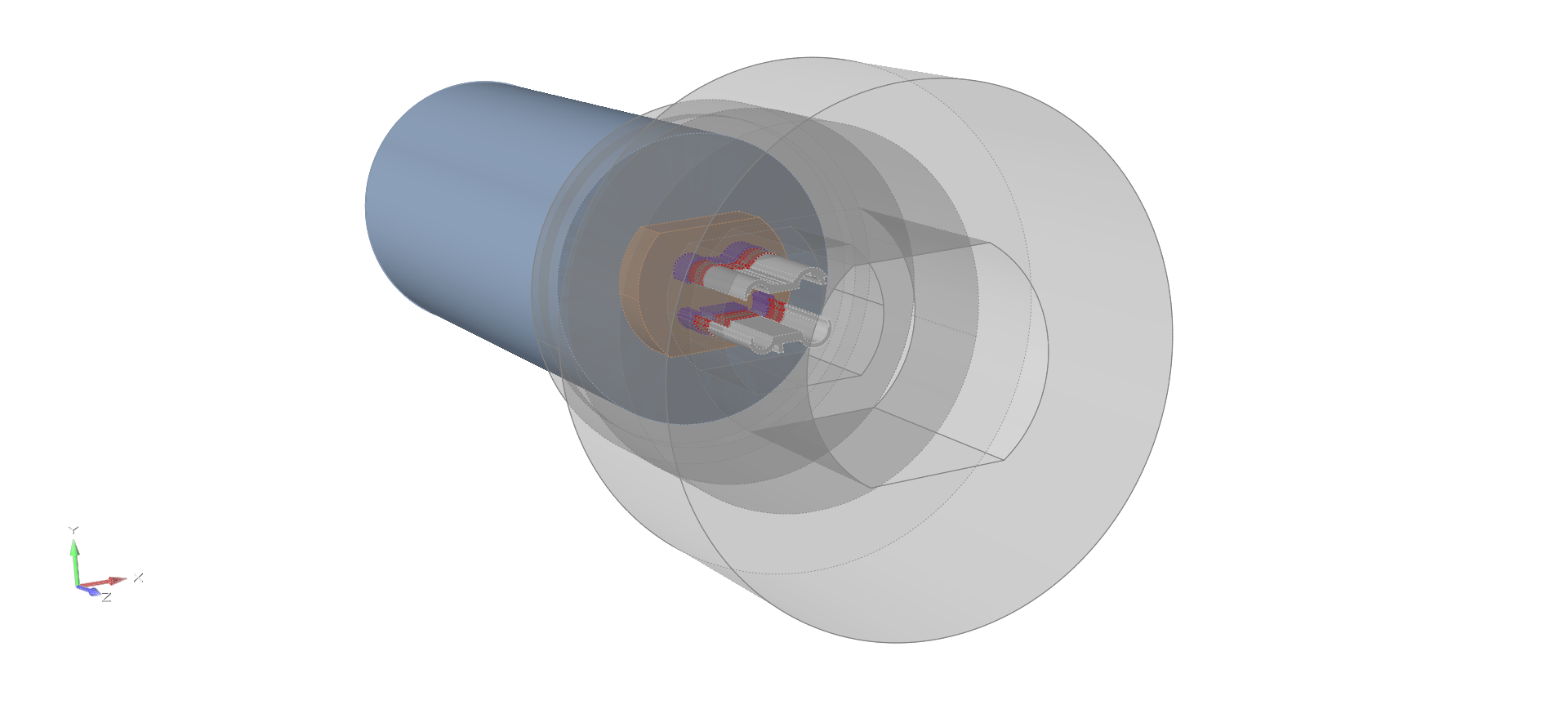
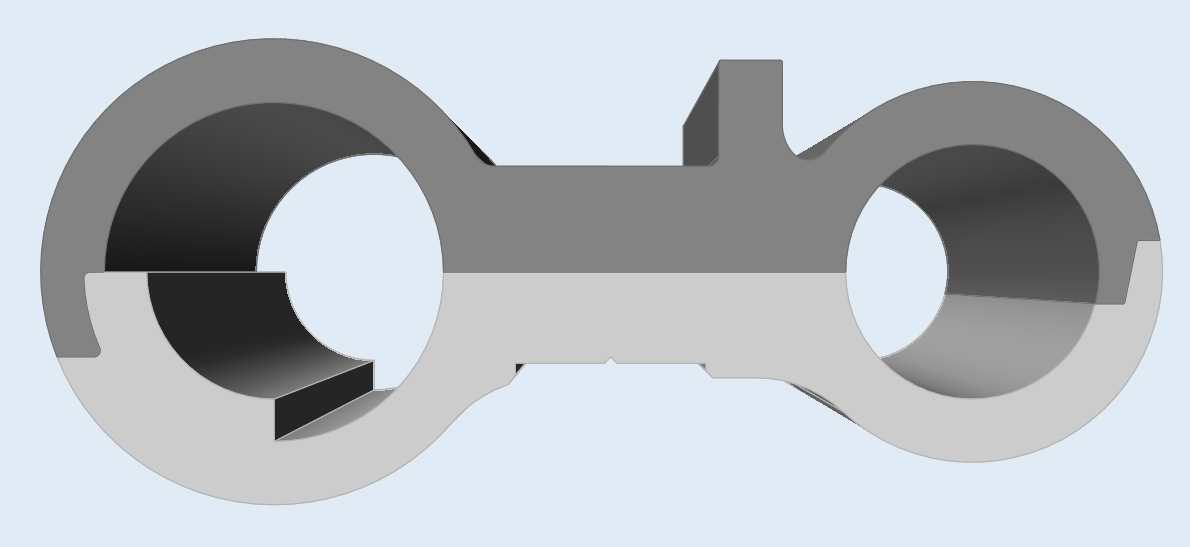
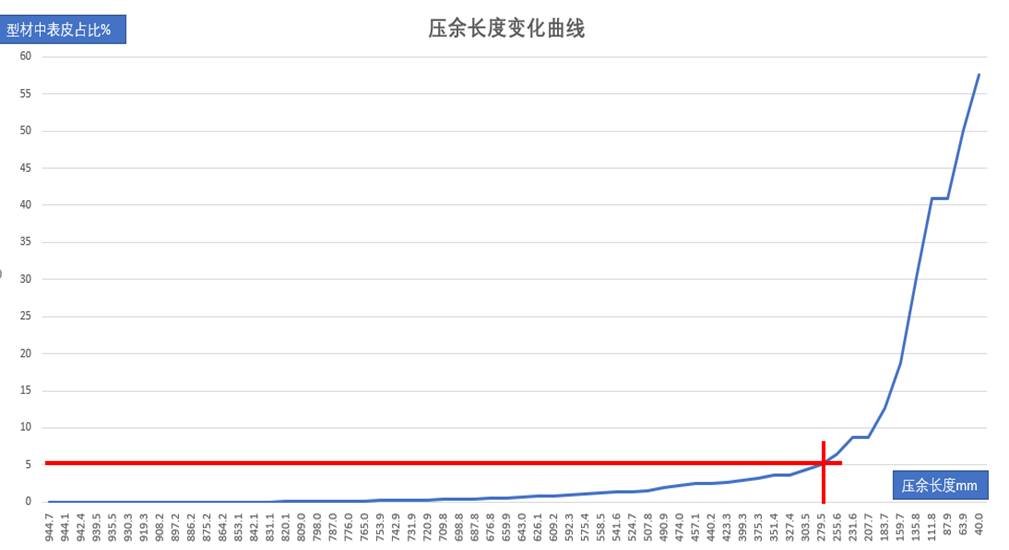
型材质量预测:表皮跟踪

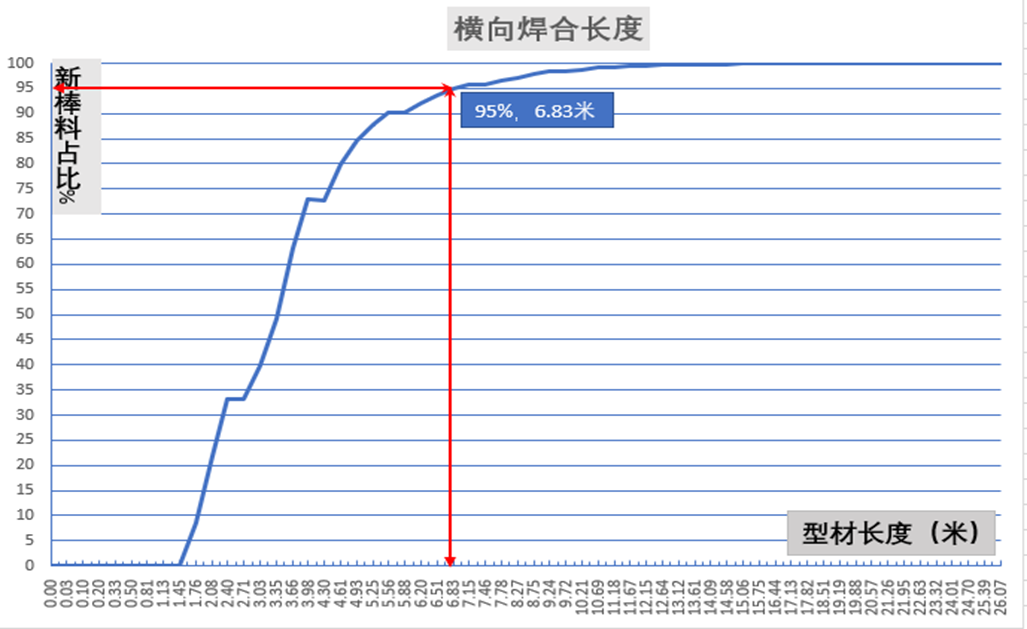
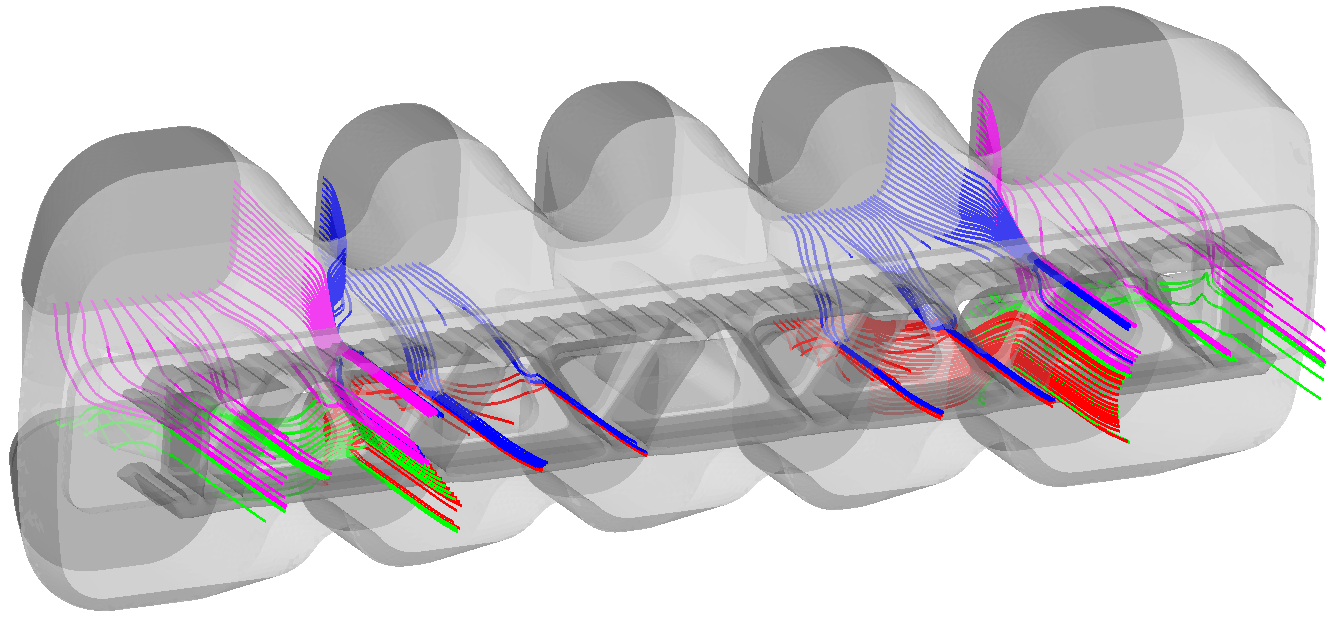
型材质量预测:横向焊合
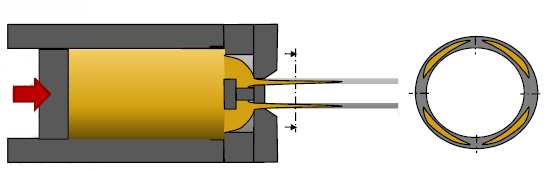
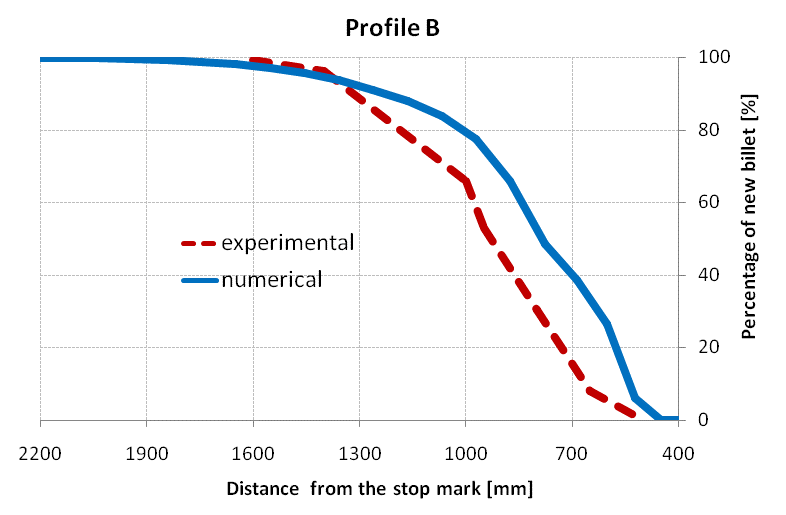
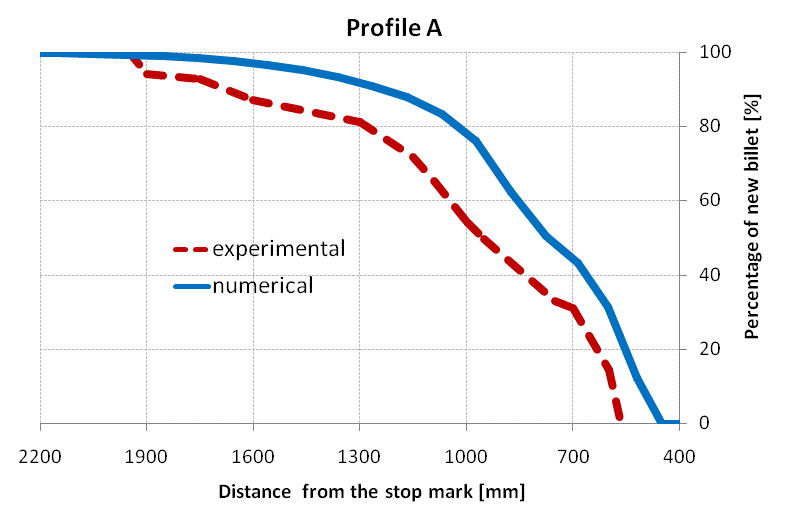
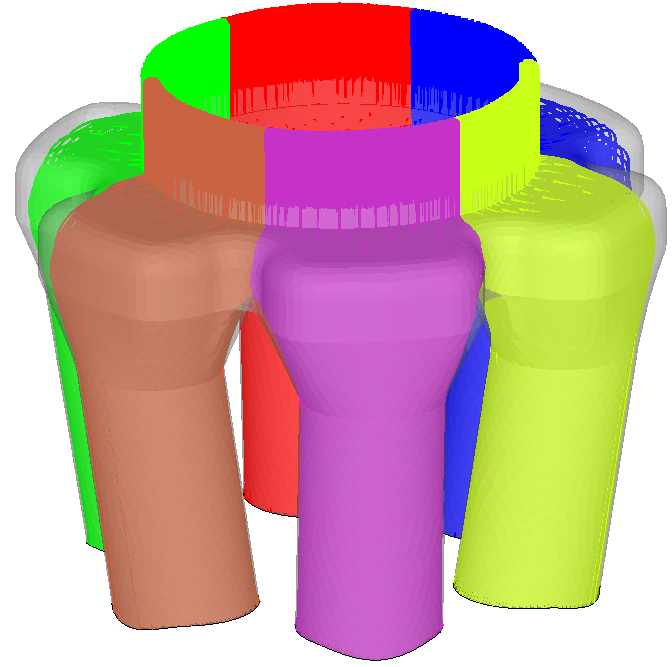
横向焊合:接棒动态过程

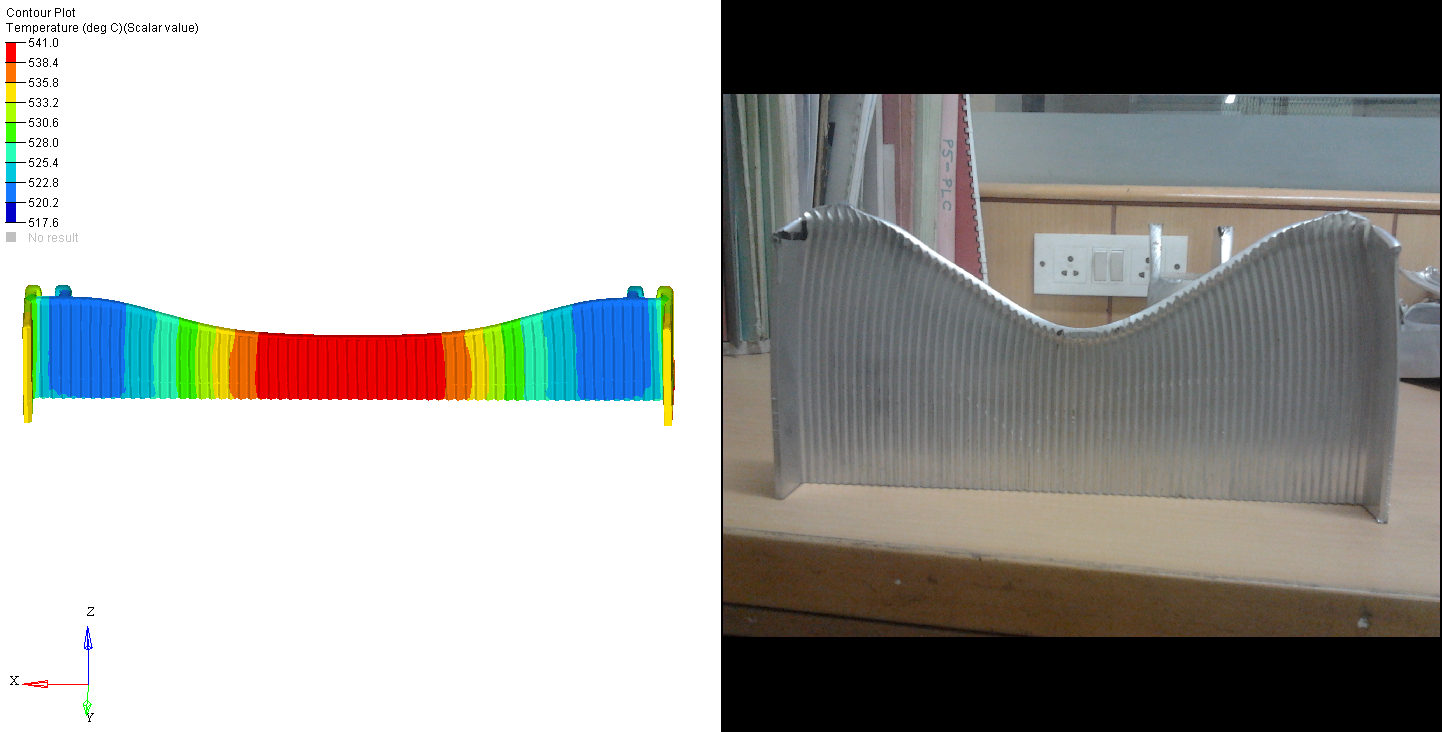
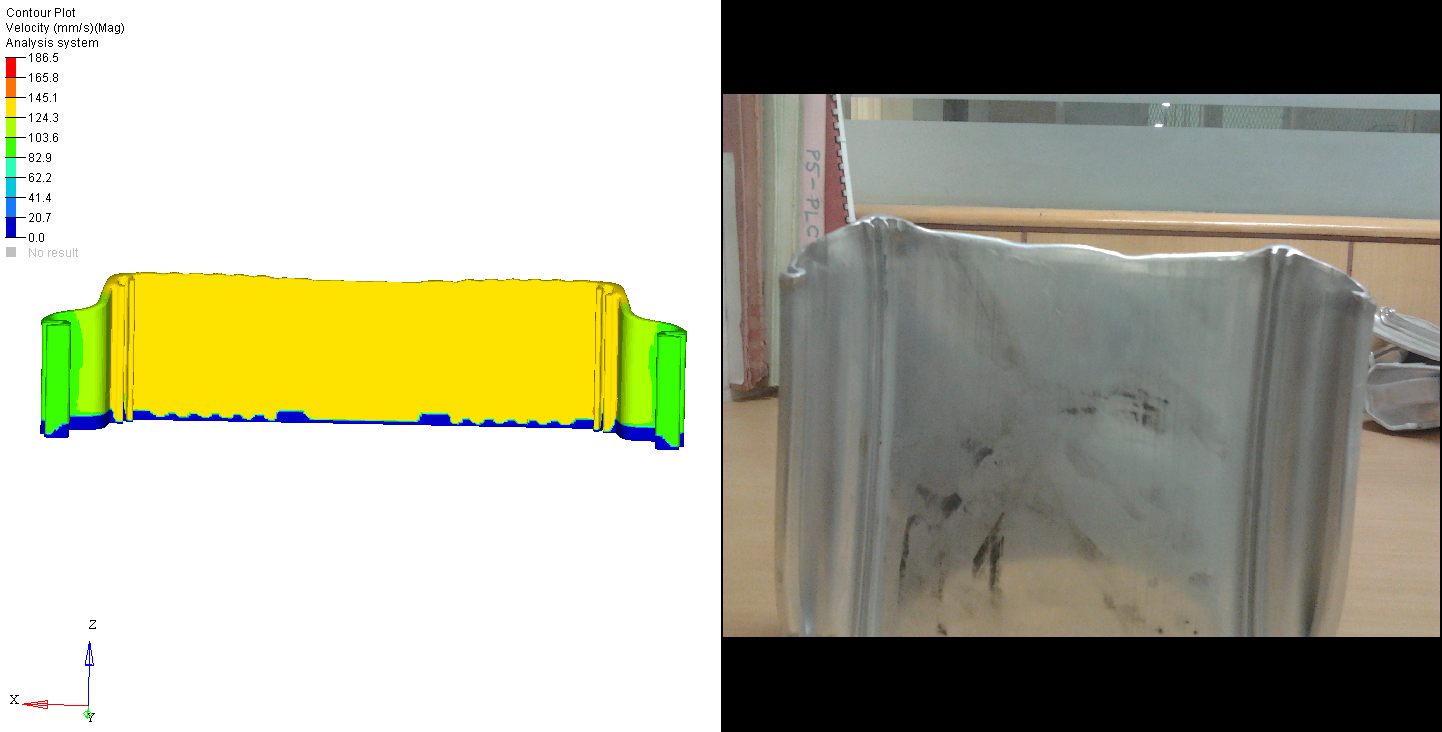
仿真结果与实际结果的对比
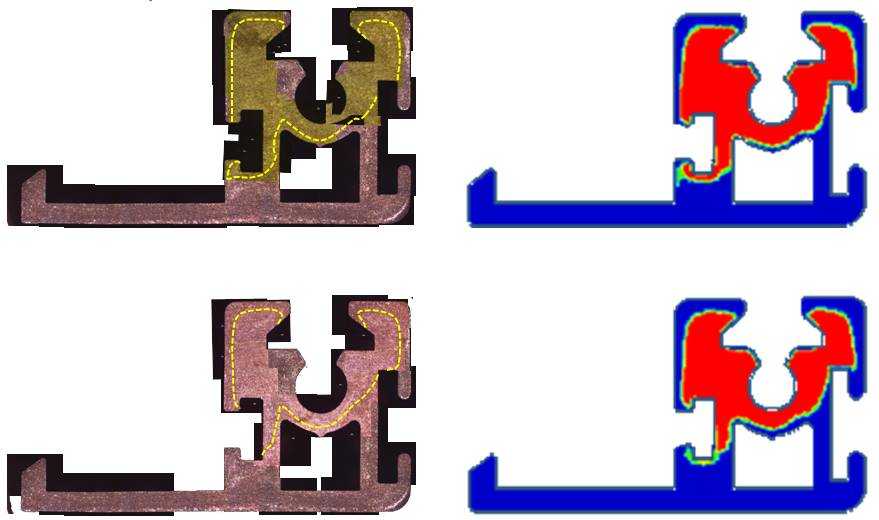
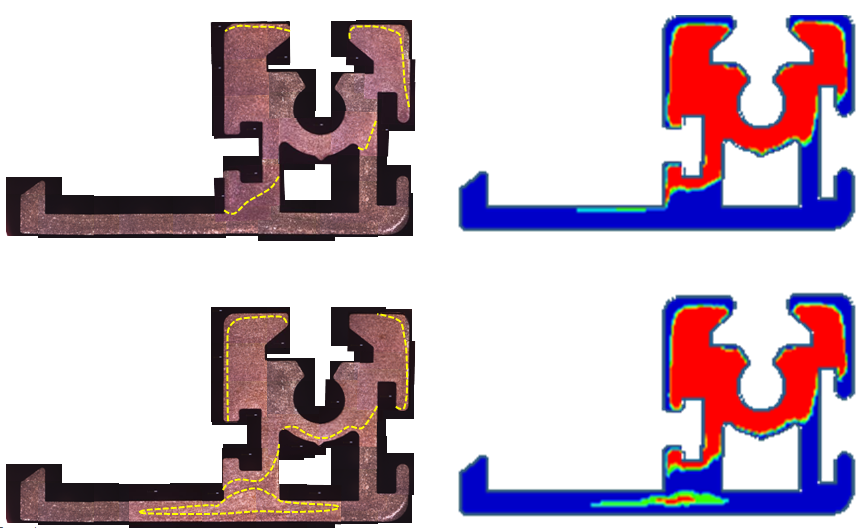
仿真结果与实际结果的对比
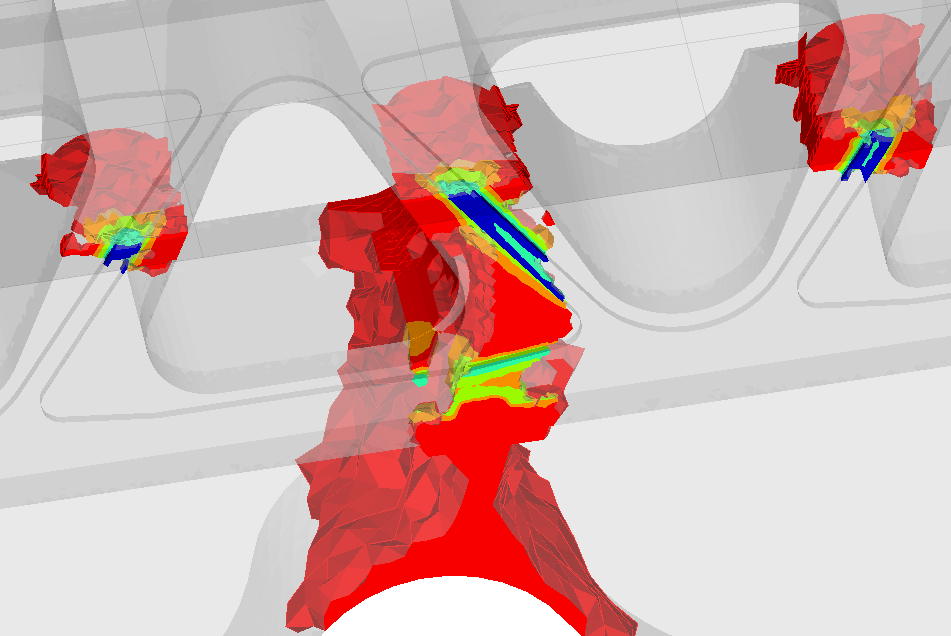
焊合缺陷的预测
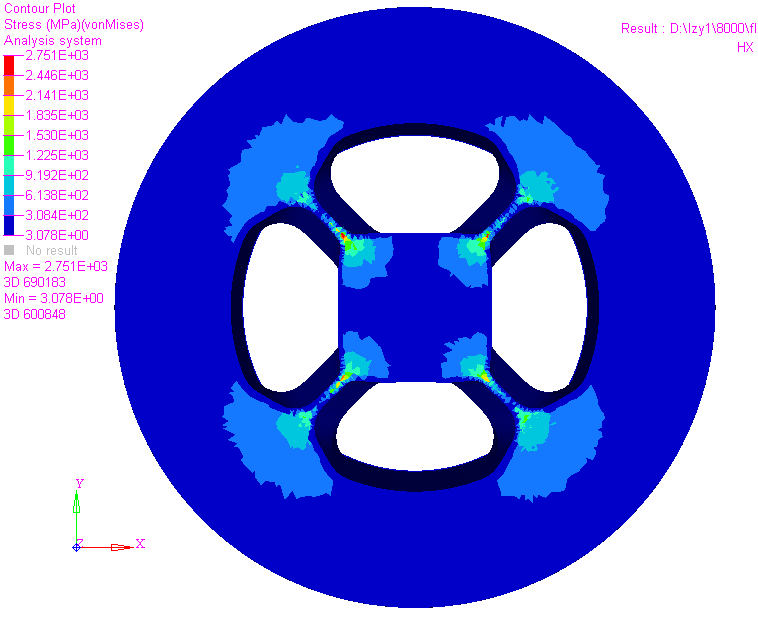
焊合位置和焊合强度预测
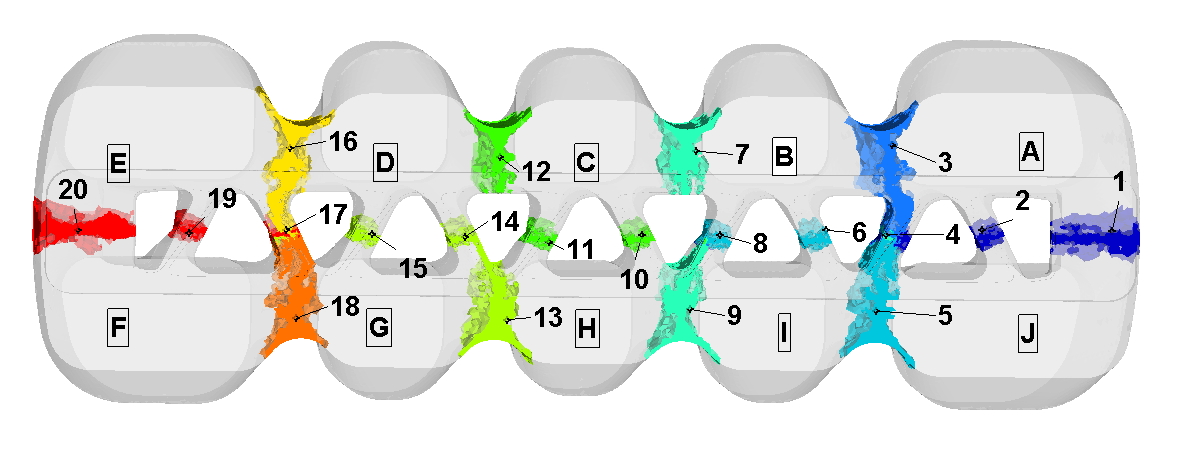
焊合位置与焊合强度结果



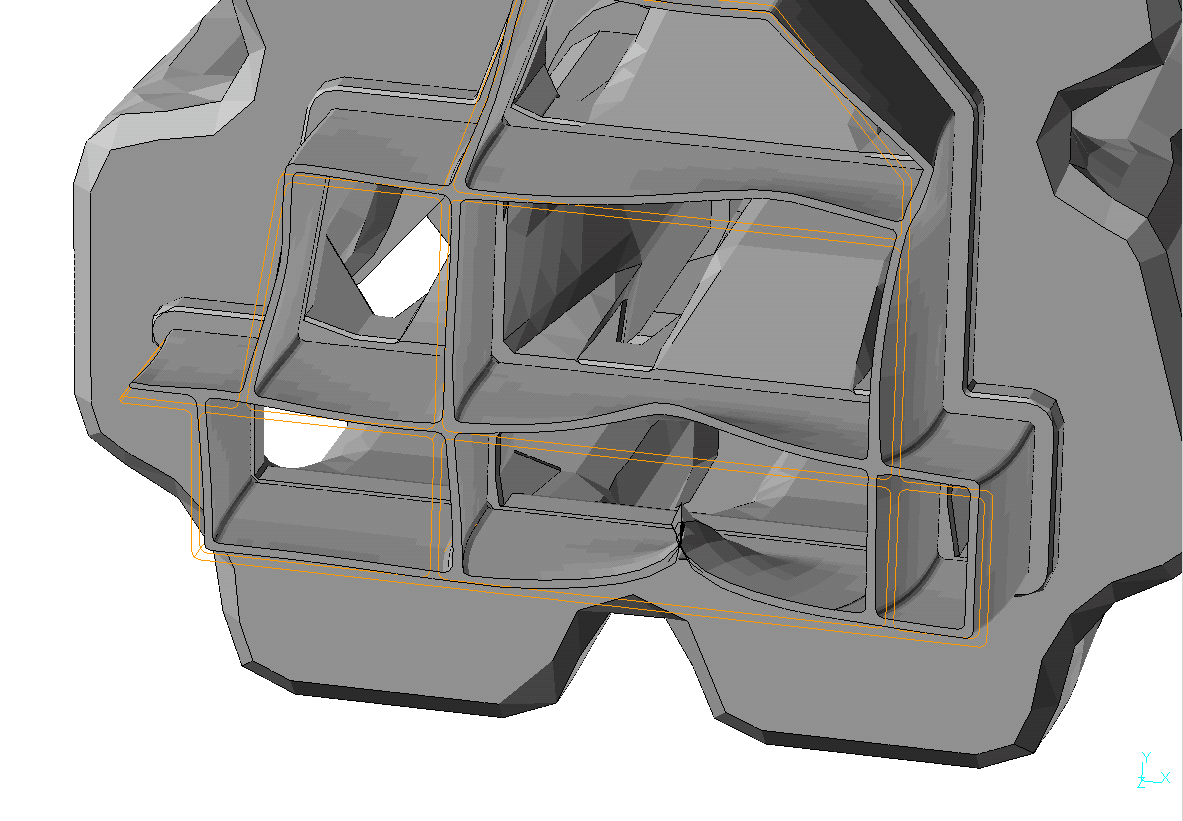
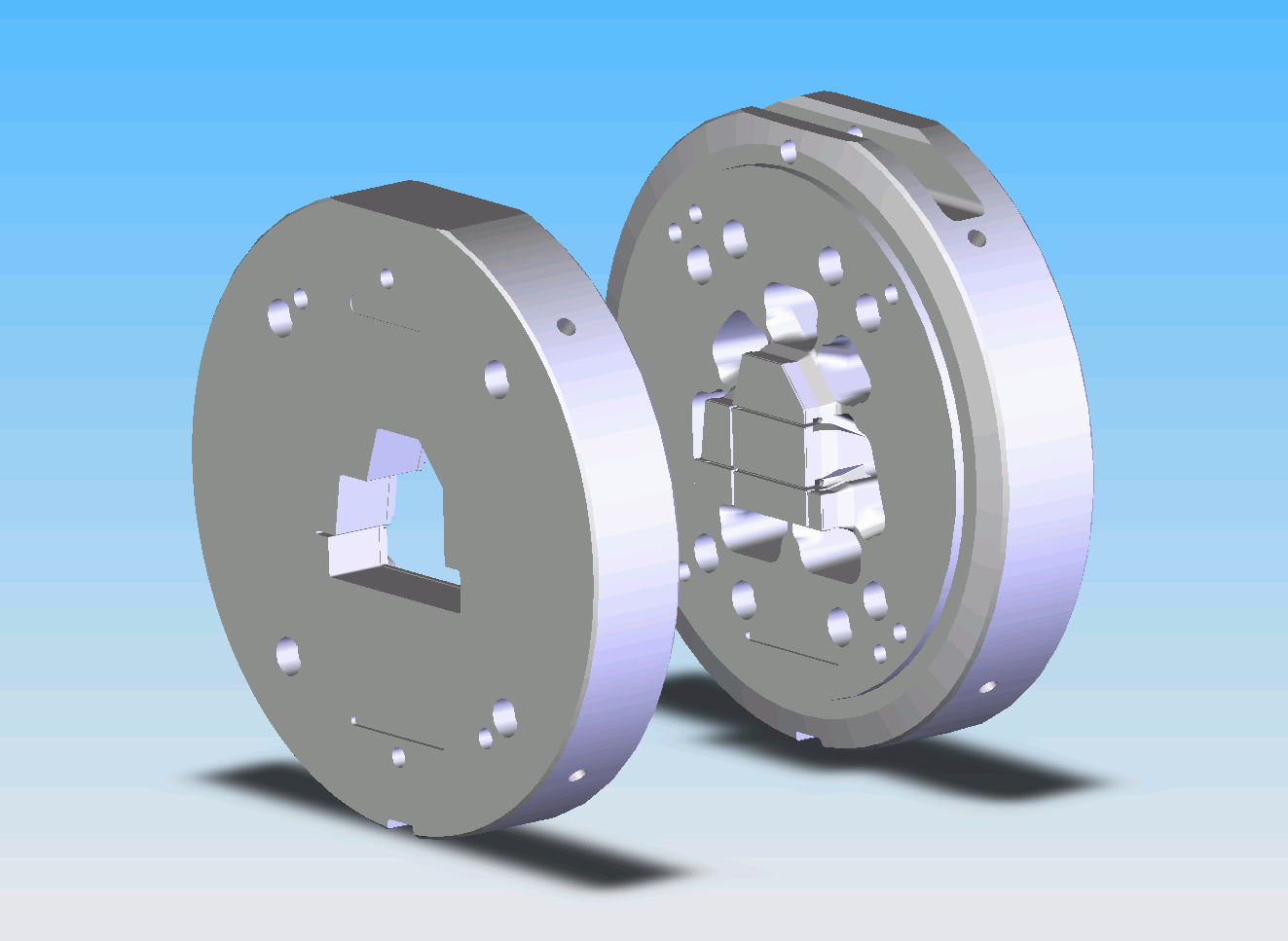
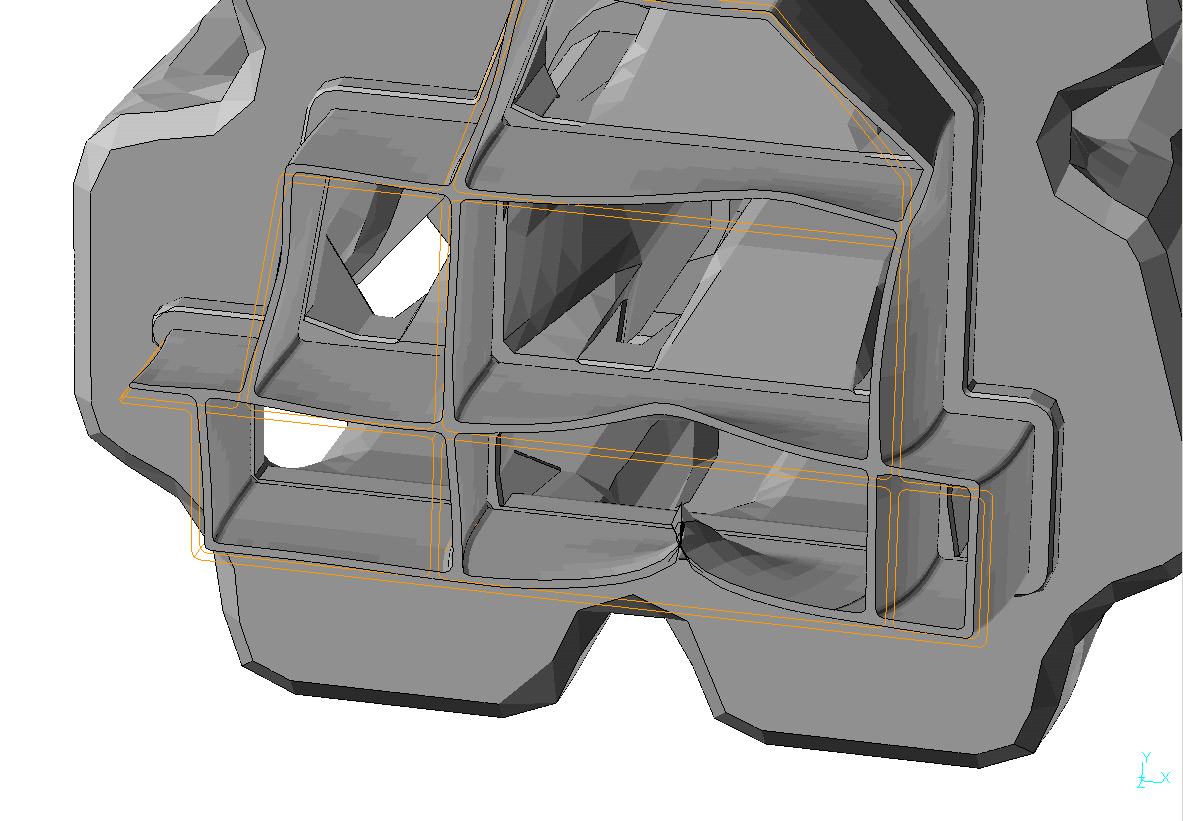
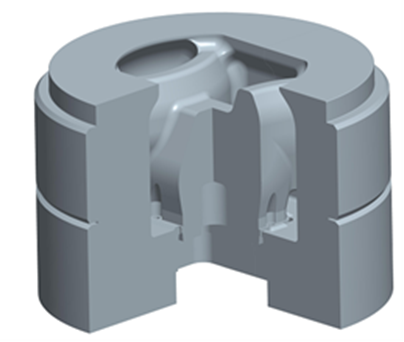
特定型材的模具
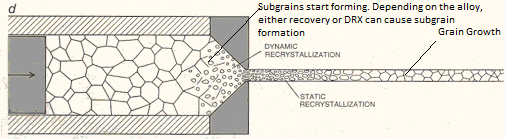
晶粒组织与产品质量
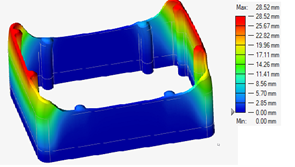
模具磨损和失效

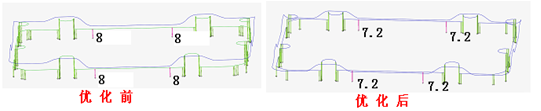
模具优化前后对比



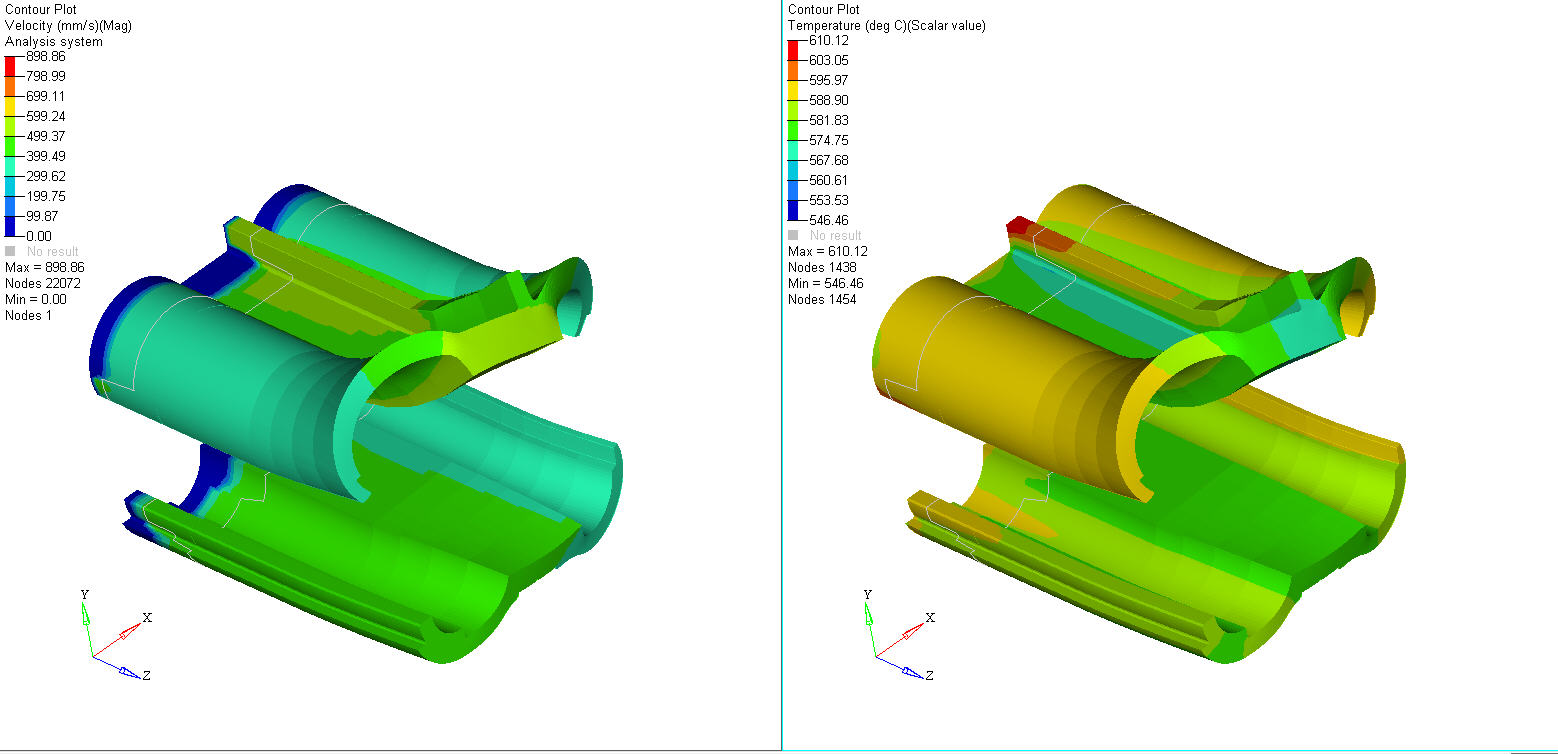
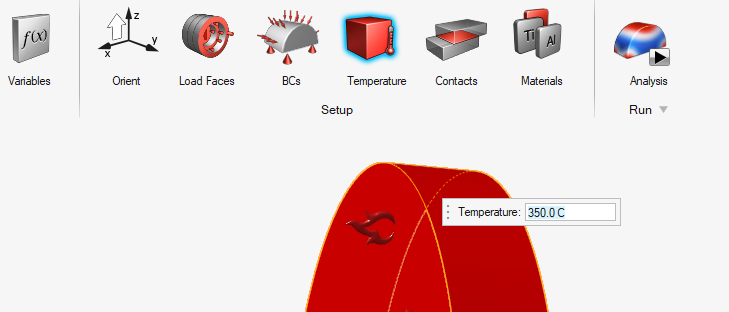
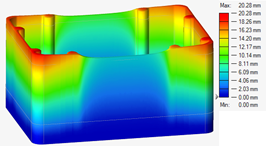
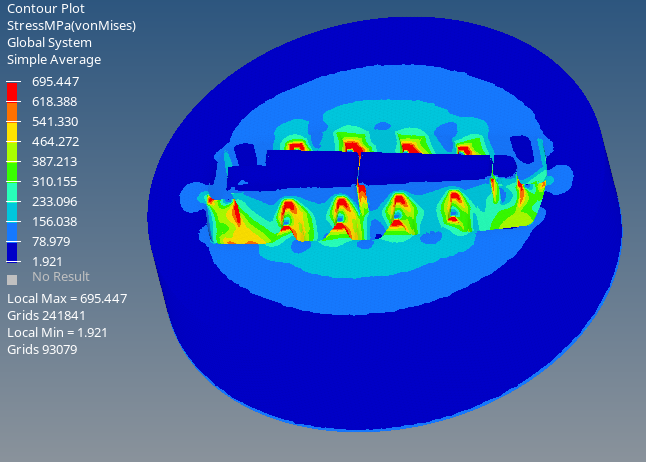
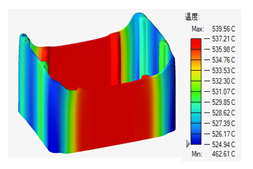
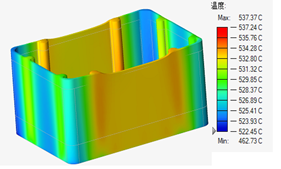
参考温度和热应力
模具优化前后对比

温度控制 – 多棒循环过程

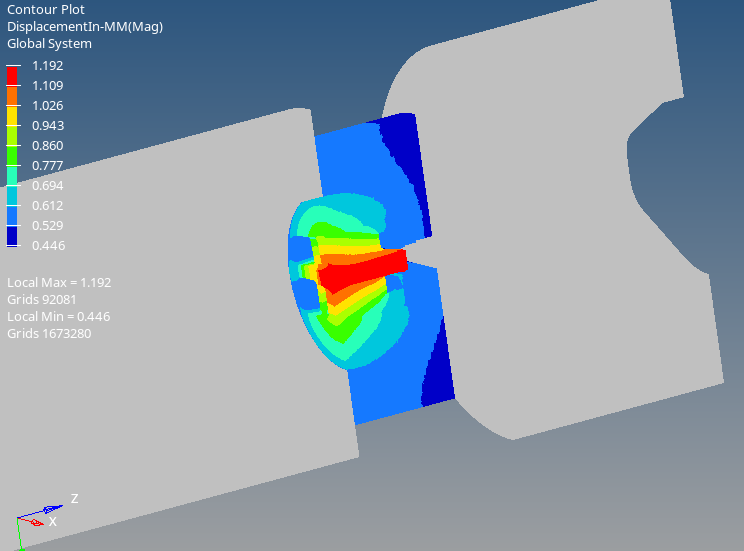
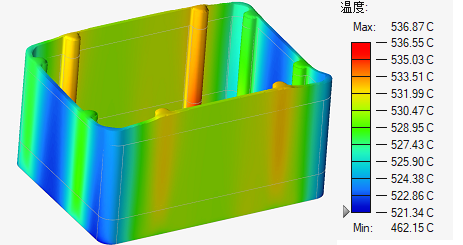
模具变形及温度
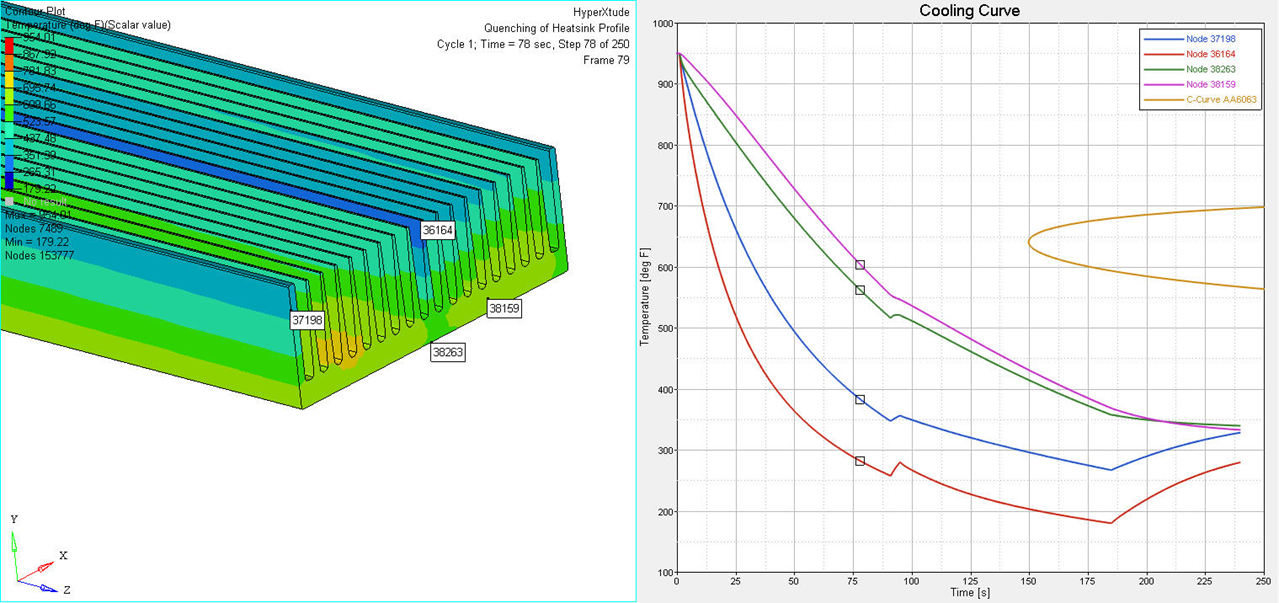
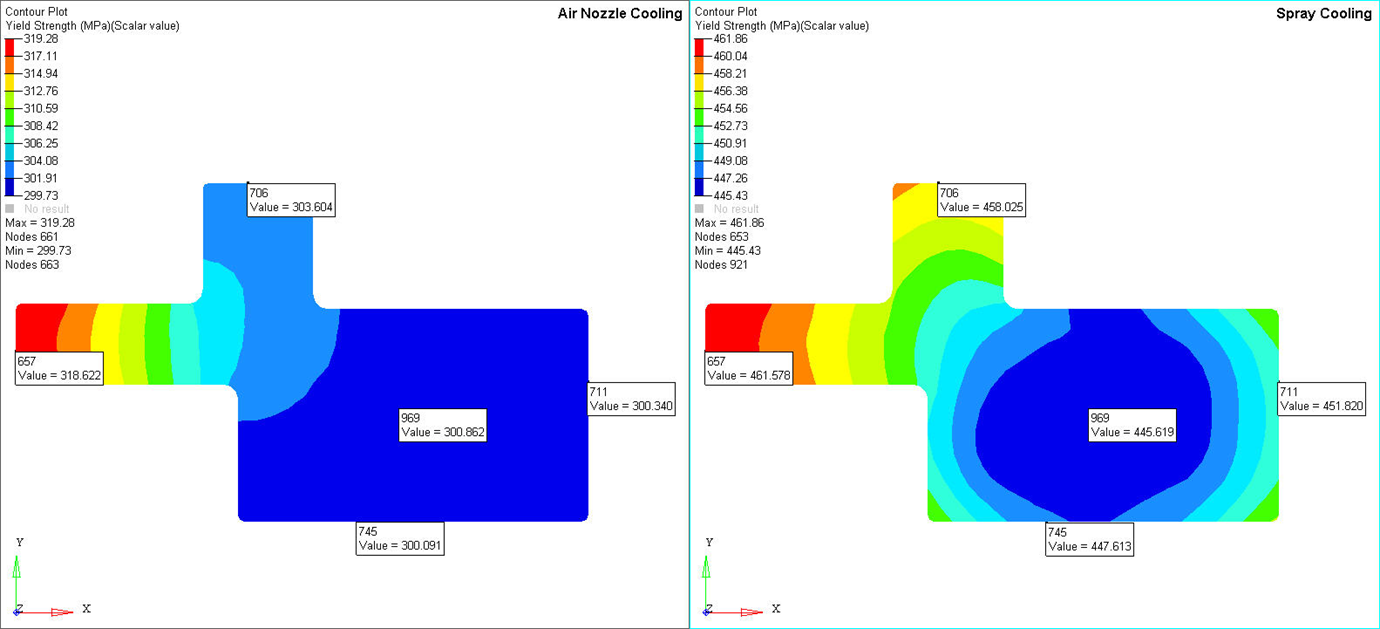
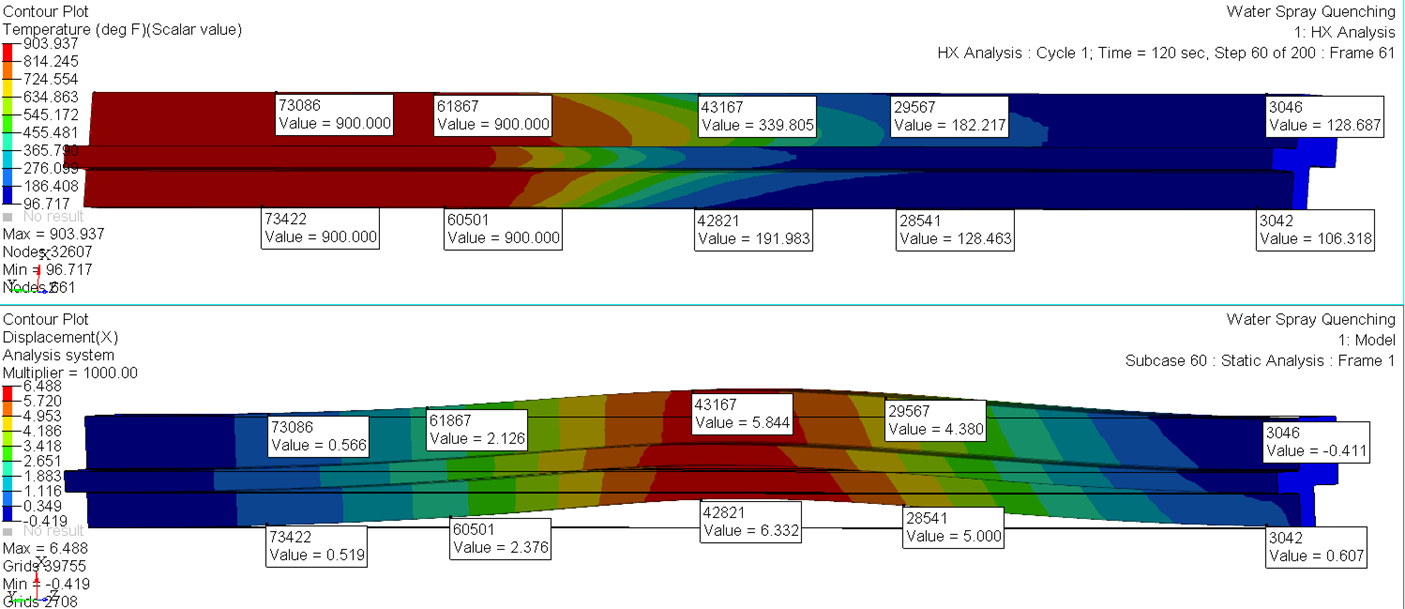
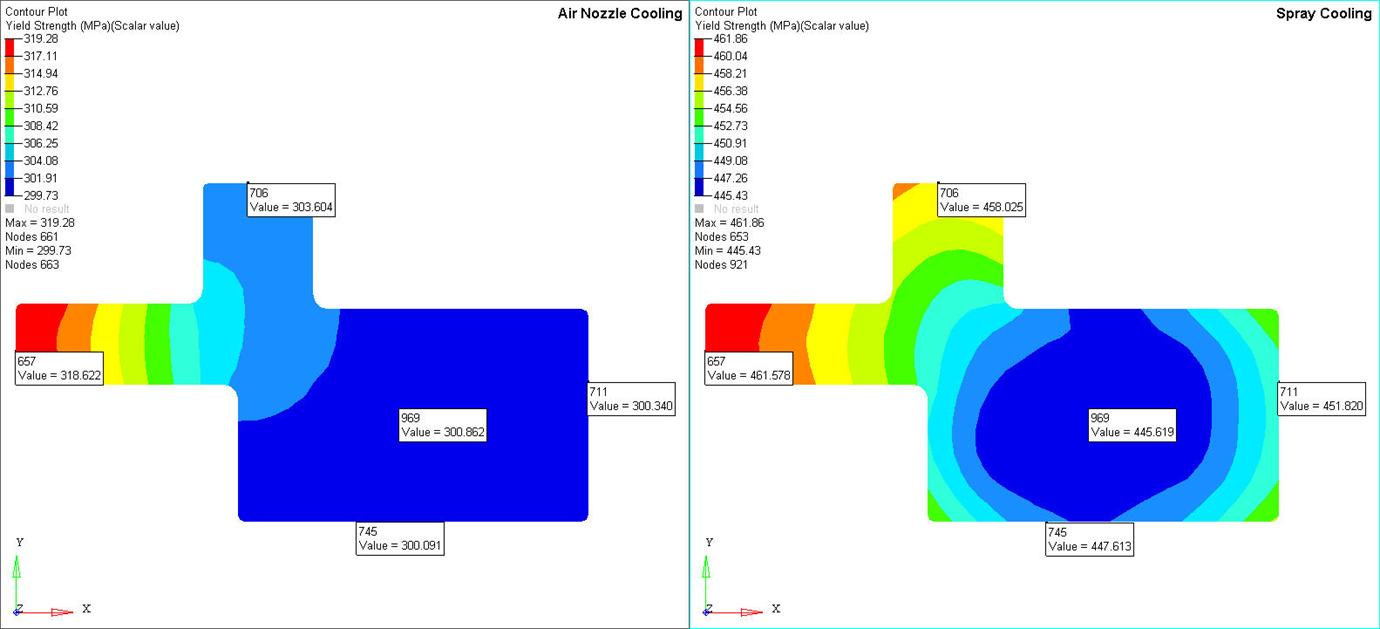
淬火工艺仿真

淬火工艺仿真
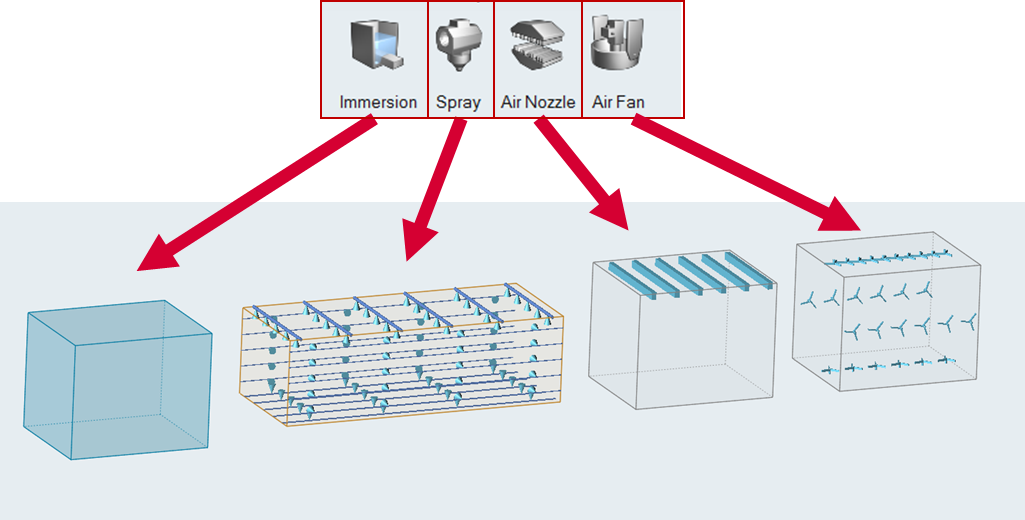
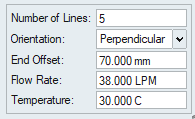
淬火工艺仿真

某型材及不同模具设计方案

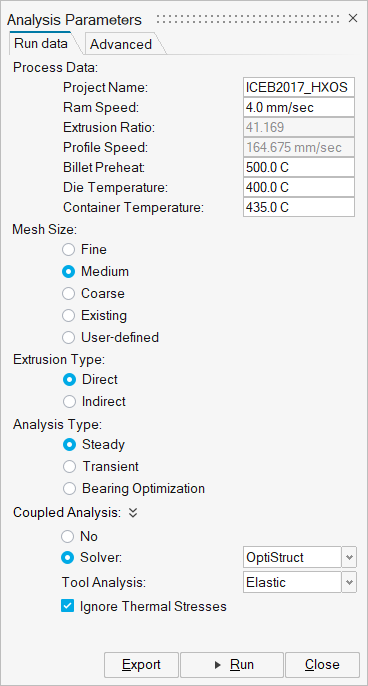
实际挤压工艺参数

不同模具方案各分析结果对比:

不同模具方案各分析结果对比:

不同模具方案各分析结果对比:

不同模具方案各分析结果对比:

最终模具设计方案


最终模具设计方案

最终模具设计方案的仿真验证



最终模具设计方案的实际挤压结果